SARON LAUNCH DAY 19-09-2025
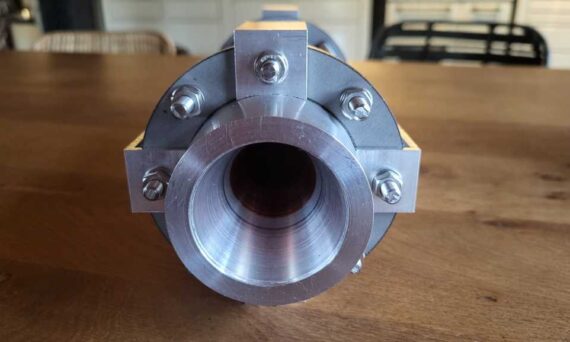
SLD2025-02 – Friday 19-09-2025, we succesfully flew the NITROCAT rocket, a Half Cat Rocketry Mojave Sphinx clone. Launched on a M1500 nitrousoxide / isopropanol liquid bipropellant rocket engine and reached an apogee of 1.785m. The engine and rocket was made by LD and JVDBE as an introduction into bi liquid rocket engines. The rocket carried